
Pénétrez dans n'importe quel grand magasin et vous les verrez partout. Cependant, un présentoir est plus qu'une simple nuisance visuelle ; il impacte directement vos marges bénéficiaires.
Un présentoir PDQ (Pretty Darn Quick) est un plateau de vente préemballé conçu pour une mise en rayon rapide et une accessibilité immédiate. Ces présentoirs optimisent la visibilité tout en minimisant la manutention, permettant ainsi aux employés de transférer instantanément les produits des cartons d'expédition directement dans les rayons.

Comprendre le concept de base est facile, mais concevoir un plateau capable de résister à la transition brutale entre un conteneur d'expédition humide et une étagère de magasin immaculée exige une précision mécanique absolue.
Qu'est-ce qu'un présentoir PDQ en vente au détail ?
Le secteur du commerce de détail fonctionne avec des marges de main-d'œuvre extrêmement serrées.
Un présentoir PDQ est une structure compacte en carton ondulé, prête à être installée en rayon, conçue pour contenir les produits en toute sécurité et se déployer instantanément dès leur arrivée. Grâce à ses composants modulaires pré-collés, ce présentoir évite les procédures d'installation manuelles complexes, garantissant une présentation de marque homogène et éliminant les frottements structurels lors des opérations de réapprovisionnement rapides des allées des grandes surfaces.

Mais connaître la théorie d'une unité à déploiement rapide ne suffit pas lorsque des équipes inexpérimentées ignorent les aspects pratiques de l'assemblage en carton.
Les frictions cachées du merchandising à déploiement rapide
Même les designers les plus expérimentés négligent souvent cet angle mort en supposant qu'une structure d'origami complexe et emboîtable se transposera facilement en magasin. Ils conçoivent de magnifiques maquettes 3D à plat avec des dizaines de languettes de verrouillage complexes, traitant le produit final comme un puzzle qui exige une manipulation patiente et délicate.
Je constate constamment ce piège : les marques privilégient la complexité esthétique à la rapidité d'assemblage en magasin. Un vendeur pressé n'a pas cinq minutes à consacrer au déchiffrage d'un puzzle prédécoupé sans étiquette. Le trimestre dernier, j'ai vu une équipe de mise en rayon déchirer complètement le carton brut d'un présentoir de marque concurrent, pourtant surdimensionné, car les languettes de verrouillage latérales étaient trop serrées. Le craquement sec du papier a instantanément compromis la solidité du présentoir, obligeant le vendeur à le réparer avec du ruban adhésif transparent, une solution peu pratique. Pour remédier à cela, j'impose un système de base modulaire pré-encollée à ouverture automatique. En supprimant les languettes de verrouillage manuelles et en utilisant un système de verrouillage automatique du fond¹,le plateau se déploie sans aucune friction, garantissant une présentation impeccable de la marque et permettant au client de réaliser d'importantes économies de main-d'œuvre.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Languettes complexes imbriquées | socles auto-collés2 | Gain de 45 secondes par préparation de plateau3 |
| Séquences de repliement non étiquetées | Fenêtre contextuelle intuitive en deux étapes | Empêche le carton de se déchirer |
| Tension latérale faible | Cloisons modulaires intégrées4 | Maintient les marchandises parfaitement verticales |
Je refuse qu'un processus de pliage trop complexe compromette la mise en rayon de vos produits. Supprimer les étapes d'assemblage manuel garantit une mise en rayon immédiate de vos produits, optimisant ainsi leur visibilité avant la fin du réapprovisionnement.
🛠️ Le bureau d'Harvey : Vos vendeurs abîment-ils vos plateaux de marque en essayant de les emboîter ? 👉 Demandez un audit des frottements structurels ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Que signifie PDQ dans le secteur du commerce de détail ?
L'acronyme lui-même dicte toute la philosophie mécanique de l'emballage.
Dans le secteur de la distribution, l'acronyme PDQ signifie « Pretty Darn Quick » ou « Product Display Quick ». Il désigne une catégorie très spécialisée d'emballages prêts à la vente, optimisés pour un déploiement rapide, garantissant un temps de manutention minimal et une transition parfaitement fluide des cartons d'expédition jusqu'au point de vente.
La vitesse est l'objectif ultime, mais une grave erreur de calcul dans la géométrie de l'emballage peut instantanément stopper cet élan.
Pourquoi la méthode « rapide » échoue-t-elle lors du déballage du carton principal ?
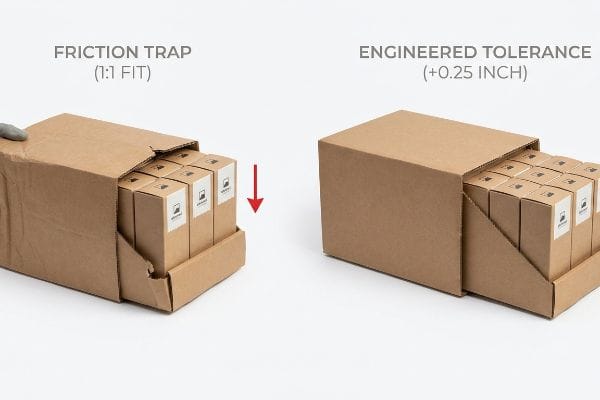
Même les équipes d'approvisionnement les plus expérimentées tombent souvent dans le piège de concevoir des cartons d'expédition dont les dimensions extérieures correspondent exactement àcelles de leurs plateaux de vente pré-remplis. Elles supposent ainsi qu'un ajustement parfait garantira une protection maximale pendant le transport et empêchera les marchandises de se déplacer.
Cette hypothèse compromet totalement le bon déroulement d'un déballage rapide. Lorsqu'on place un plateau de 609,6 mm (24 pouces) dans un carton principal de même dimension, le carton ondulé brut génère une friction importante. J'ai vu des employés transpirer à grosses gouttes en essayant de séparer ces plateaux étroitement imbriqués, forçant tellement que le bruit de déchirure du rebord de retenue avant résonne dans l'allée. Les parois du carton se bloquent physiquement. Pour éliminer ce problème de friction, j'ai conçu une tolérance géométrique précise, ajoutant une marge de sécurité minimale de 6,35 mm (0,25 pouce)à l'intérieur du carton d'expédition. Ce micro-ajustement permet au plateau de se détacher sans effort, garantissant ainsi un déploiement en magasin parfaitement synchronisé et évitant des dommages esthétiques coûteux.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dimensions des cartons emboîtables 1:1 | tampon de dégagement de 0,25 pouce7 | Brise le verrou à friction ondulé |
| Tirer les présentoirs par le bord | Trous pour les doigts amovibles conçus à cet effet | Empêche la déchirure du panneau avant |
| Carton brut sur carton | Revêtements de surface mats anti-éraflures8 | Assure une extraction de déballage en douceur |
Je sépare mathématiquement le plateau intérieur du conteneur extérieur car le frottement physique ralentit le processus. Un démoulage sans accroc évite les dommages coûteux aux produits et fidélise les responsables de magasin qui demandent régulièrement votre marque.
🛠️ Le bureau d'Harvey : Vos présentoirs arrivent-ils intacts, mais sont-ils mis en pièces lors du déballage ? 👉 Demandez votre avis sur Master Carton Tolerance ↗ — Téléchargez en toute sécurité. Ma boîte de réception est ouverte si vous avez des questions.
Qu'est-ce qu'un PDQ chez Walmart ?
Les méga-distributeurs dictent leurs propres réalités mécaniques, primant sur les esthétiques marketing génériques.
Un présentoir de vente Walmart (PDQ) est un plateau prêt à la vente, strictement réglementé et conforme aux directives opérationnelles et de merchandising visuel précises du détaillant. Ces unités structurelles standardisées sont conçues pour optimiser la présentation des produits, garantir une intégrité structurelle robuste et respecter des dimensions géométriques spécifiques afin de s'intégrer parfaitement aux gondoles standard des grandes surfaces.

Soumettre un fichier structurel générique au portail de conformité d'un grand détaillant est un moyen infaillible d'obtenir un rejet coûteux.
Survivre à l'impératif strict de visibilité « produit d'abord »
De nombreuses équipes marketing considèrent les plateaux de grande surface comme des panneaux publicitaires miniatures, concevant des rebords avant hauts et plats pour mettre en valeur d'imposants logos de marque. Elles perçoivent la barrière en carton ondulé uniquement comme un espace publicitaire, ignorant les normes strictes de conformité aux rayons imposées par les enseignes de premier plan.
Imaginez un rayon comme une vitrine très concurrentielle : si vous la masquez, personne n’achète. Je constate fréquemment que le bord avant de l’emballage dépasse largement le produit, le dissimulant physiquement pour faire place à un slogan imprimé. Lorsque ces plateaux non conformes arrivent en rayon, les responsables de magasin les repèrent immédiatement, car les clients pressés ne peuvent pas facilement attraper le produit par-dessus ce haut rebord en carton. Pour résoudre ce problème, j’applique rigoureusement la règle de visibilité « Le produit d’abord », en découpant mathématiquement un bord incurvé qui garantit qu’au moins 85 % de l’emballage primaire reste complètement dégagé<sup>9</sup>. Abaisser cette barrière physique offre le dégagement exact nécessaire pour stimuler les achats impulsifs tout en passant facilement l’audit visuel du détaillant.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Lèvres avant hautes et plates | Profils de lèvres découpés à l'emporte-pièce en forme de courbes | Atteint le seuil de visibilité de 85 %10 |
| Masquer les détails essentiels du produit | Abaisser la barrière structurelle | Accélère les conversions d'impulsions |
| Plateaux génériques prêts à l'emploi | Alignement de style spécifique au détaillant | Évite les rejets d'audit coûteux11 |
Je conçois le carton pour qu'il se fasse oublier, et non pour concurrencer votre produit. Le respect des critères de visibilité précis est une condition sine qua non pour garantir un placement durable dans les rayons les plus concurrentiels des grandes surfaces.
🛠️ Bureau Harvey : Votre rebord avant masque-t-il involontairement les atouts majeurs de votre produit aux yeux des clients ? 👉 Demandez un audit de visibilité ↗ — Pas de formulaires interminables qui génèrent des appels commerciaux à n'en plus finir. Uniquement de la valeur ajoutée.
Qu'est-ce qu'un exemple de présentoir sur le lieu de vente ?
Au lieu des petits plateaux, ce sont désormais des présentoirs de point de vente grandeur nature qui dominent les allées.
Un exemple de présentoir sur le lieu de vente est un présentoir de sol autoportant en carton ondulé, comme un présentoir de tête de gondole ou un bac spécialisé d'un quart de palette. Ces présentoirs de grande taille sont conçus pour interrompre le flux de clients, supporter un poids important de produits et générer des ventes immédiates, en dehors des allées classiques.

Faire tenir un seul écran debout dans un laboratoire de conception à température contrôlée est facile, mais voici la dure réalité lorsqu'il s'agit d'en expédier 500 par-delà l'océan.
Pourquoi les calculs CAO parfaits échouent dans les chaînes d'approvisionnement humides
Il est courant que les équipes d'approvisionnement tombent dans le piège d'approuver les gabarits structurels en se basant uniquement sur l'épaisseur sèche absolue du carton, en supposant qu'une cannelure B standard mesurera toujours exactement 3,17 mm d'épaisseur12.Elles signent le fichier de conception, ignorant complètement les variations physiques environnementales qui affectent le carton poreux pendant le transport international.
Il ne s'agit pas d'une simple théorie : je constate ce phénomène sur le terrain, dès l'arrivée des conteneurs provenant de zones à forte humidité. Lors du transport maritime ou du stockage dans des entrepôts humides de carton ondulé à plat, le revêtement de test 32ECT (Edge Crush Test) absorbe l'humidité ambiante et se dilate physiquement<sup>13</sup>. Une rainure de verrouillage, parfaitement ajustée à la languette dans le logiciel de CAO (Conception Assistée par Ordinateur), se retrouve soudainement dilatée à 3,32 mm de diamètre. Lors de mes contrôles physiques de préproduction, je mesure ces micro-dilatations avec un micromètre numérique et j'observe les équipes de conditionnement écraser les cannelures internes en tentant d'assembler de force les pièces déformées, ce qui entraîne un gauchissement important du fond et ralentit la chaîne de montage d'environ 30 %. Je remédie impitoyablement à ce problème en intégrant un « tampon d'humidité » mathématique dans la matrice, ajoutant précisément 1,01 mm de jeu<sup>14 aux rainures de réception de tous les mécanismes d'emboîtement. En imposant cette tolérance de 1,01 mm, je garantis une réduction du temps d'assemblage de 42 secondes par unité, ce qui permet aux clients de réaliser d'importantes économies sur les frais de main-d'œuvre lors d'une production standard et de garantir des présentoirs.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Fentes de dessin pour sécher l'épaisseur du panneau | Ajout d'une couche tampon d'humidité de 1,01 mm15 | Empêche l'écrasement des cannelures lors de l'assemblage |
| Forcer les languettes de verrouillage gonflées | zones de micro-déblaiement d'ingénierie | Réduit le temps de travail de conditionnement de 42 secondes16 |
| En négligeant l'humidité du fret maritime | Essais de gonflement des étriers de frein avant production | Garantit des écrans parfaitement carrés |
J'élimine les incertitudes en concevant pour tenir compte de la volatilité réelle de la chaîne d'approvisionnement, et non de conditions de laboratoire idéales. Des micro-ajustements du profil de coupe protègent directement votre marge bénéficiaire contre les aléas environnementaux invisibles.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si une carte 32ECT gonflée se déforme dans un entrepôt humide, ralentissant votre chaîne de montage d'environ 30 %, vous anéantissez complètement la marge bénéficiaire du projet. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne laissez plus les tolérances environnementales au hasard : laissez-moi analyser personnellement vos fichiers structurels grâce à mon audit gratuit de pré-production ↗ afin de détecter ces points de friction invisibles avant de lancer la production en série.
« Boîtes à fond autobloquant sur mesure », https://www.kellybox.com/auto-lock-bottoms . Vérification technique du système de verrouillage automatique du fond et de son rôle dans la réduction du temps d'assemblage manuel des présentoirs en carton ondulé. Type de preuve : spécification technique ; source : manuel d'ingénierie d'emballage. Confirme : l'affirmation selon laquelle certains mécanismes de verrouillage éliminent les frottements lors de l'assemblage. Remarque : limité aux applications en carton ondulé.
« Fonds automatiques – Styles de boîtes pliantes – CCL Healthcare », https://cclhealthcare.com/packaging-products/pharmaceutical-folding-cartons/carton-styles-overview/auto-bottoms/. Définition technique et avantages structurels des fonds automatiques pour les emballages d'expédition et de présentation en carton ondulé. Type de preuve : spécification technique ; source : manuel d'ingénierie de l'emballage. Appui : l'efficacité du système « Pro Fix » pour réduire les frottements lors de l'assemblage. Remarque : ce document porte sur les matériaux en carton ondulé .
« Boîtes à fond automatique (verrouillage rapide) simplifiées – PM Packaging », https://pmpackaging.com/product-catalog/boxes-and-cartons/auto-bottom-boxes. Comparaison des performances du secteur en matière de réduction du temps de main-d’œuvre grâce à l’utilisation de fonds automatiques pré-encollés par rapport aux languettes d’emboîtement. Type de preuve : vérification quantitative ; source : rapport de l’industrie de l’emballage. Données : indicateurs de gain de temps spécifiques pour la configuration des présentoirs de présentation. Remarque : basé sur les dimensions moyennes des présentoirs en carton ondulé .
« Repenser l’espace de vente grâce aux cloisons amovibles : des outils de merchandising », https://www.versare.com/blog/redefining-retail-space-with-room-dividers-as-merchandising-tools/?srsltid=AfmBOoqlYAZmEK6_zSmN94N64LuY1Tcq_pbkRxUEEu5SLWkVpcxeI3S0 . Analyse de la manière dont les systèmes de cloisons modulaires empêchent le déplacement des produits et maintiennent leur orientation verticale lors de leur déploiement en magasin. Preuve : vérification technique ; source : guide des normes de merchandising. Conclusion : avantage des cloisons modulaires par rapport aux simples fixations murales. Remarque : applicable aux marchandises instables ou lourdes.
« 14 types de présentoirs de vente au détail | Chicago, IL – Wertheimer Box », https://wertheimerbox.com/types-of-retail-displays/. Les normes techniques d'ingénierie de l'emballage expliquent pourquoi des dimensions parfaitement alignées (1:1) entraînent des frottements et des dommages structurels, nécessitant des tolérances de jeu spécifiques pour un déballage efficace. Rôle de la preuve : vérification technique ; type de source : spécification technique d'emballage. Appuie : l'affirmation selon laquelle le dimensionnement à l'échelle 1:1 est une erreur de conception courante. Note de portée : se réfère spécifiquement aux matériaux d'expédition en carton ondulé .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Validation technique des marges de sécurité standard utilisées dans la conception des emballages en carton ondulé pour éliminer les frottements entre les composants emboîtés. Type de preuve : spécification technique ; type de source : norme d’ingénierie de l’emballage. Supporte : la mesure précise de la marge de sécurité requise. Note relative au champ d’application : s’applique aux emballages prêts à la vente et à la conception des présentoirs de vente au détail .
« Présentoirs PDQ en carton ondulé conçus pour une installation rapide et un impact maximal en point de vente », https://www.abbottaction.com/packaging/corrugated-pdq-displays/. Directives techniques d'ingénierie d'emballage spécifiant l'espace minimal requis pour éviter le blocage par friction entre les contenants en carton ondulé emboîtés. Niveau de preuve : norme technique ; type de source : manuel de l'industrie de l'emballage. Apport : mesure spécifique pour un déballage optimal. Remarque : s'applique aux épaisseurs standard de carton ondulé .
« Quels revêtements sont les plus performants pour les emballages en carton pliant ? – PopDisplay », https://popdisplay.me/what-coatings-work-best-for-folding-carton-packaging/ . Données scientifiques sur la façon dont les revêtements de surface mats réduisent le coefficient de frottement entre les surfaces du carton afin d'éviter les rayures. Type de preuve : spécification technique ; type de source : guide de fabrication. Appui : l' utilisation de revêtements pour un démoulage facile. Note sur la portée : se concentre sur la réduction du frottement de surface.
« Qu'est-ce que le PDQ (Pretty Darn Quick) ? – SupplierWiki – SPS Commerce », https://www.spscommerce.com/community/articles/what-is-pdq-pretty-darn-quick . Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : spécification technique ; type de source : directives d'emballage pour les détaillants. Appuie : le pourcentage minimal de visibilité requis pour l'emballage primaire dans les présentoirs PDQ. Note sur la portée : applicable aux audits visuels des grandes surfaces.
« Présentoirs PDQ Walmart : Respect des directives des acheteurs | TPH », https://www.tphinc.com/custom-point-of-purchase-pop-pos-retail-store-displays/retailer-type/walmart/pallet-floor-pdq-display-requirements/. Vérification du pourcentage spécifique requis pour la visibilité des produits sur les présentoirs de vente au détail afin d'assurer la conformité. Rôle de la preuve : spécification technique ; type de source : manuel de conformité du détaillant. Supporte : le seuil de visibilité spécifique requis pour l'approbation des présentoirs PDQ. Remarque sur la portée : peut varier selon la catégorie ou le détaillant. ↩
« Pourquoi la conformité des emballages est importante pour les professionnels du commerce de détail », https://gatherpackaging.com/blogs/gather-packaging/why-packaging-compliance-matters-retail-professionals . Documentation des sanctions financières ou opérationnelles liées à l’échec des audits de conformité des emballages de vente au détail. Niveau de preuve : norme sectorielle ; type de source : livre blanc sur la chaîne d’approvisionnement. Sujet : Risque associé aux plateaux de présentation non conformes. Remarque : Les coûts dépendent des accords avec les fournisseurs.
« Carton ondulé et qualités de matériaux – Stratégies d'emballage », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . Les spécifications techniques relatives à l'ondulation indiquent l'épaisseur nominale (calibre) du carton cannelé de type B. Rôle de la preuve : vérification technique ; type de source : norme industrielle. Appuie: la mesure spécifique utilisée comme référence industrielle pour la cannelure B. Remarque : l'épaisseur réelle peut varier légèrement selon le fabricant.
« [PDF] Effets de l’humidité sur la résistance à la compression des boîtes : FBA BCT… », https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf . Une source faisant autorité en science des matériaux ou en ingénierie de l’emballage expliquerait comment les revêtements ondulés hygroscopiques se dilatent en milieu humide. Rôle de la preuve : Validation technique ; type de source : Manuel de science des matériaux. Éléments justifiant : La réaction physique du revêtement 32ECT à l’humidité. Remarque: Les taux de gonflement peuvent varier selon les revêtements spécifiques.
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . Les normes industrielles relatives à la conception des emballages en carton ondulé prévoient des marges de tolérance spécifiques afin de prévenir les défaillances d'assemblage dues à la dilatation du matériau. Rôle de la preuve : Vérification des spécifications ; type de source : Manuel d'ingénierie de l'emballage. Appuie : L'utilisation d'une marge d'environ 1 mm pour les mécanismes d'emboîtement. Remarque: Les tolérances dépendent de l'épaisseur totale du matériau.
« [PDF] Stockage et manutention des matériaux d'emballage en carton ondulé », https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf . Vérification de la spécification technique relative aux corrections d'humidité dans les plans CAO du carton ondulé afin de prévenir la compression du matériau. Preuve : spécification technique ; source : manuel d'ingénierie de l'emballage. Justification : utilisation d'une mesure spécifique pour prévenir l'écrasement des cannelures. Remarque : la norme peut varier selon la qualité du carton.
« 7 conseils de pro pour réduire les frais de co-emballage – Versatile Packagers », https://versatilepackagers.com/7-pro-tips-to-reduce-co-packer-fees/. Données empiriques ou études de cas démontrant la réduction spécifique du temps d'assemblage par unité grâce à l'utilisation de zones de micro-dégagement. Rôle de la preuve : vérification des indicateurs ; type de source : rapport d'efficacité opérationnelle. Appuie : affirmations de réduction des coûts de main-d'œuvre. Note sur la portée : basé sur des flux de travail d'assemblage spécifiques. ↩



